
电 话:13706182320(华先生)
传 真:0510-88732920
邮 箱:sales@dh-casting.com
地 址:无锡锡山区羊尖镇严家桥村黄家坝

压铸铝合金夹砂结疤的程度与型砂表面发生裂纹的时间有关。如高水层型砂的热湿拉强度高,可以延长表层干砂的开裂开始时间如果等到金属液完全浇满型砂,还没有形成开裂,那么就不会形成铸件的夹砂、结疤缺陷。淮安压铸铝合金型砂发生开裂的时间越长,产生夹砂结疤的可能性就越小。铝压铸厂家起皮预防措施主要有:采用钠基膨润土或增加黏土加入量。合理选用原砂,在铸铁件中不应过分的追求砂子SiO2含量。粗砂比细砂的夹砂倾向小,粒度分散的比粒度集中的夹砂倾向小。专业压铸铝合金由于铸型表面干燥层膨胀而与铸型本体分离开来,能自由的滑动,从而得出结论:就夹砂结而言,其容易产生的条件是浇注时间过长,铸件壁厚和外形平坦处。
压铸的优点包括,铸件拥有准确的尺寸精度。通常这取决于铸造材料,典型的数值为2.5厘米尺寸时误差0.1毫米,每增加1厘米误差增加0.002毫米。相比其它铸造工艺,它的铸件表面光滑,圆角半径大约为1-2.5微米。压铸铝合金相对于沙箱或者持久模铸造法来说可以制造壁厚大约0.75毫米的铸件,它可以直接铸造内部结构,比如丝套、加热元件、高强度承载面。专业压铸铝合金其它一些优点包括它能够减少或避免二次机械加工,生产速度快、铸件抗拉强度可达415兆帕、可以铸造高流动性的金属。压铸的缺点为成本很高。铸造设备以及模具、模具相关组件相对其它铸造方法来说都很贵。因此制造压铸件时生产大量产品才比较经济。

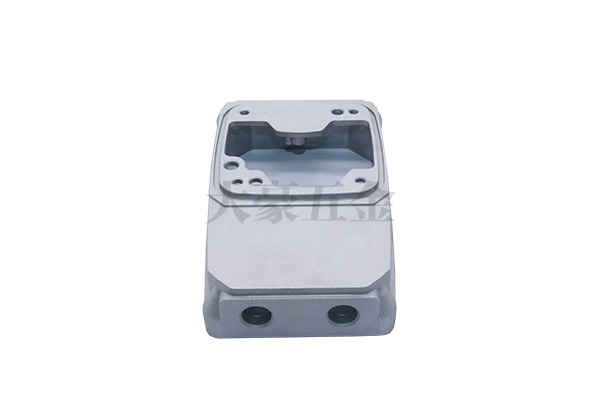
铝压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铝或铝合金浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铝零件或铝合金零件,这样的零件通常就被叫做铝压铸件。专业压铸铝合金最常用的是ADC12(日本标准),相当于国标YL113,美国标准383。淮安压铸铝合金铝合金压铸件是没有砂孔的,铝合金压铸件的缺陷主要有针孔、气孔、缩孔、渣孔、渣气孔等.从表象看应该是针孔。一般现场检测目测(有经验的检验员),将有疑问的部位剖切断面观察。用放大镜观测,如果感觉效果不好,可用显微镜观测。

压铸模结构组成,定模:固定在压铸机定模安装板上,有直浇道与喷嘴或压室联接;动模:固定在压铸机动模安装板上,并随动模安装板作开合模移动合模时,闭合构成型腔与浇铸系统,液体金属在高压下充满型腔;开模时,动模与定模分开,借助于设在动模上的推出机构将铸件推出。压铸铝合金压铸模结构根据作用分类型腔:外表面直浇道(浇口套);型芯:内表面内浇口。导准零件,导柱;导套。推出机构,推杆(顶针),复位杆,推杆固定板,推板,推板导柱,推板导套。专业压铸铝合金侧向抽芯机构,凸台,孔穴(侧面),锲紧块,限位弹簧,螺杆。排溢系统,溢浇槽,排气槽。支承零件,定模,动模座板,垫块(装配,定位,安装作用)。

压铸铝合金在不同的地方有不同的叫法,如铝压铸零件、压铸铝零件、压压铸铝件、压铸铝、压铸铝件、压铸铝合金零件等。专业压铸铝合金压铸铝件在铸造形成过程中,容易产生内疏松、缩孔、气孔等缺陷,这些含有缺陷的铸件在经过机加工后,表面致密层部件被去掉而使内的组织缺陷暴露出来。对有密封要求的汽车压铸铝件,如气缸体、气缸盖、进气歧管、制动阀体等,在进行耐压密封试验时。淮安压铸铝合金缺陷微孔的存在将导致密封介质的渗漏造成大量废品,且这些缺陷往往机加工后经试压才能发现,从而造成工时、原材料和能源的严重浪费。






