
电 话:13706182320(华先生)
传 真:0510-88732920
邮 箱:sales@dh-casting.com
地 址:无锡锡山区羊尖镇严家桥村黄家坝

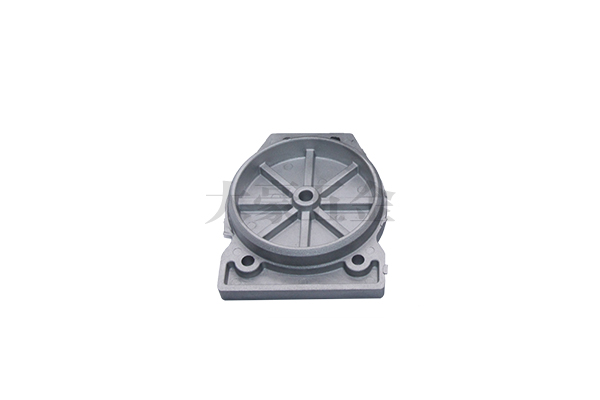
压铸件的设计一定要考虑到压铸件壁厚、压铸件铸造圆角和脱模斜度、加强筋、压铸件上铸孔和孔到边缘的最小距离、压铸件上的长方形孔和槽、压铸件内的嵌件、压铸件的加工余量七个方面 。通常压铸件各个部分相交应有圆角(分型面处除外),可使金属填充时流动平稳,气体也较容易排出,并可避免因锐角而产生裂纹。推荐铝压铸对于需要进行电镀和涂饰的压铸件,圆角可以均匀镀层,防止尖角处涂料堆积。压铸件的圆角半径R一般不宜小于1mm,最小圆角半径为0.5 mm。铝压铸薄壁比厚壁压铸件具备较高的强度和更好的致密性,鉴于此,压铸件设计中应该遵循这样的原则:在保证铸件具有足够强度和刚性的前提下应该尽可能减少壁厚,并保持壁厚具有均匀性。

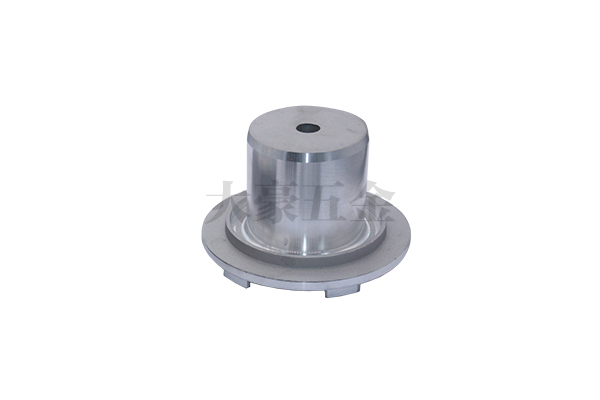
可以制造形状复杂、轮廓清晰、薄壁深腔的金属零件。铝压铸可以做出较高的精度和光洁度。材料利用率高,由于压铸件的精度较高,只需经过少量机械加工即可装配使用,有的压铸件可直接装配使用,其材料利用率约为60%~80%,毛胚利用率达90%。可将其他材料的嵌件直接嵌铸在压铸件上,扩大产品用途,减少装配工序,使制造工艺简化。推荐铝压铸压铸件组织致密,具有较高的强度和硬度,这是因为液态金属是在压力下凝固的,填充时间极短,冷却速度很快,所以组织致密,晶粒细化,使压铸件具有较高的强度和硬度,并具有良好的耐磨性和耐蚀性。可以实现自动化生产,因为压铸大都为机械化和自动化操作,生产周期短,效率高,可适合大批量生产,一般冷压室压铸机平均每小时可压铸80~100次,而熟压室压铸机平均每小时可压铸400~1000次。

脱模是一个注塑成型循环中的末尾环节。铝压铸虽然制品已经冷固成型,但脱模还是对制品的质量有很重要的影响,脱模方式不当,可能会导致产品在脱模时受力不均,顶出时引起产品变形等缺陷。推荐铝压铸脱模的方式主要有两种:顶杆脱模和脱料板脱模。设计模具时要根据产品的结构特点选择合适的脱模方式,以确保产品质量。对于选用顶杆脱模的模具,顶杆的设置应尽量均匀,并且位置应选在脱模阻力相对较大以及塑件强度和刚度较大的地方,以免塑件变形损坏。而脱料板则一般用于深腔薄壁容器以及不允许有推杆痕迹的透明制品的脱模,这种机构的特点是脱模力大且均匀,运动平稳,没有明显的遗留痕迹。
缩陷(凹痕)在压铸件厚大部分的表面上有平滑的凹痕(状如盘碟)。推荐铝压铸产生原因如下:1、由收缩引起:压铸件设计不当壁厚差太大;浇道位置不当;压射比压低,保压时间短;压铸模局部温度过高。2、冷却系统设计不合理;3、开模过早;4、浇注温度过高。铝压铸解决和防止缩陷的方法有:1、壁厚应均匀;2、厚薄过渡要缓和;3、正确选择合金液导入位置及增加内浇道截面积;4、增加压射压力,延长保压时间;5、适当降低浇注温度及压铸模温度;6、对局部高温要局部冷却;7、改善排溢条件。
铝型材常见如屏风、铝窗等。推荐铝压铸它是采用挤出成型工艺,即铝锭等原材料在熔炉中熔融后,经过挤出机挤压到模具流出成型,它还可以挤出各种不同截面的型材。铝压铸主要性能即强度、硬度、耐磨性均按国家标准GB6063。优点有:重量轻仅2.8,不生锈、设计变化快、模具投入较低、纵向伸长高达10米以上。铝型材外观有光亮、哑光之分,其处理工艺采用阳极氧化处理,表面处理氧化膜达到0.12m/m厚度。铝型材壁厚依产品设计最优化来选择,不是市场上越厚越好,应看截面结构要求进行设计,它可以在0.5~5mm不均。外行人认为越厚越强硬,其实是错误的看法。






