
电 话:13706182320(华先生)
传 真:0510-88732920
邮 箱:sales@dh-casting.com
地 址:无锡锡山区羊尖镇严家桥村黄家坝

表面粗糙:铸件表面粗糙、凹凸不平,其微观几何特征超出铸造表明粗糙度测量上限,但未形成粘砂缺陷。精密铝压铸缩孔:铸件的厚断面或断面交接处上平面的塌陷现象。 印痕:因项杆或镶块与型腔表面不平齐,而在压铸件表面相应部位产生的凸起或凹下的痕迹。专业精密铝压铸起皮:铸件上不规则的粗粒状或皱褶状的表皮,一般带有较深的。拉伤:压铸件表面由于与金属型啮合或粘结,顶出时顺出型方向出现的擦伤痕迹。冷隔:金属流相互对接或搭接未融合而出现的接痕。裂纹:合金基体被破坏或断开,形成细长的缝隙,呈不规则线状。毛刺:铸件表面上刺状金属突起物。欠铸:错模等影响外形的缺陷变形,目测或用检具测量看物件是否变形,密封要求得平面无气孔,缩孔,裂纹。

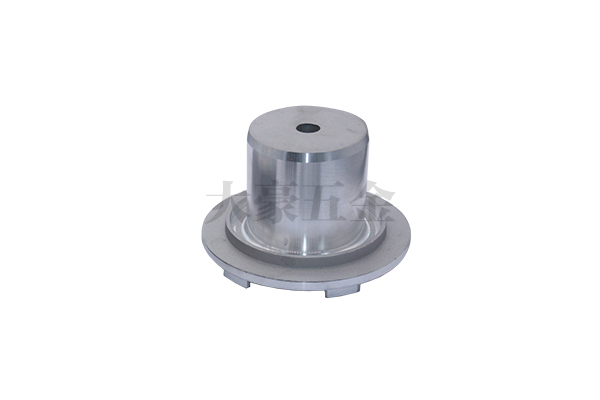
压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铜、锌、铝或铝合金等金属浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铜、锌、铝零件或铝合金零件。盐城精密铝压铸由于金属铜、锌、铝及铝合金具有好的流动性和可塑性,而且压铸铝合金铸造加工是在有压力的压铸机中铸造,因此压铸件可以做出多种较复杂的形状,也可作出较高的精度和光洁度,从而很大的程度的减少了铸件的机械加工量和金属铜、锌、铝或铝合金的铸造余量,不只节约了电力、金属材料、还大大节约了劳动成本。专业精密铝压铸铜、锌、铝及铝合金具有优良的导热性,较小的比重和高可加工性。

铝型材常见如屏风、铝窗等。专业精密铝压铸它是采用挤出成型工艺,即铝锭等原材料在熔炉中熔融后,经过挤出机挤压到模具流出成型,它还可以挤出各种不同截面的型材。精密铝压铸主要性能即强度、硬度、耐磨性均按国家标准GB6063。优点有:重量轻仅2.8,不生锈、设计变化快、模具投入较低、纵向伸长高达10米以上。铝型材外观有光亮、哑光之分,其处理工艺采用阳极氧化处理,表面处理氧化膜达到0.12m/m厚度。铝型材壁厚依产品设计最优化来选择,不是市场上越厚越好,应看截面结构要求进行设计,它可以在0.5~5mm不均。外行人认为越厚越强硬,其实是错误的看法。
产业链需要完善和整合。合金材料综合质量差,铝合金压铸件和镁合金压铸件档次低。镁原材料质量差、生产设备和工艺落后、技术开发能力低、核心技术缺失是制约高附加值镁合金压铸件生产的根本因素。精密铝压铸铸造工艺装备基础条件差。工艺装备不配套,模具设计与制造主要移植铝合金压铸,专业水平有待提高。环保、能耗问题严重。许多镁合金压铸厂由于经营理念、生产工艺及装备落后,生产过程产生大量的有害气体和粉尘,不仅严重污染环境,还有害人的健康。技术落后,人才缺乏,新工艺新产品开发能力不足,产品附加值低、市场单一。专业精密铝压铸目前还没有建立起完善的镁回收和再生体系。再生镁无论是每吨消耗能量还是生产时产生的CO2量均比生产新镁材料大幅度减少。所以从节能,省资源和环保诸方面看,镁的回收再生是时代的要求。
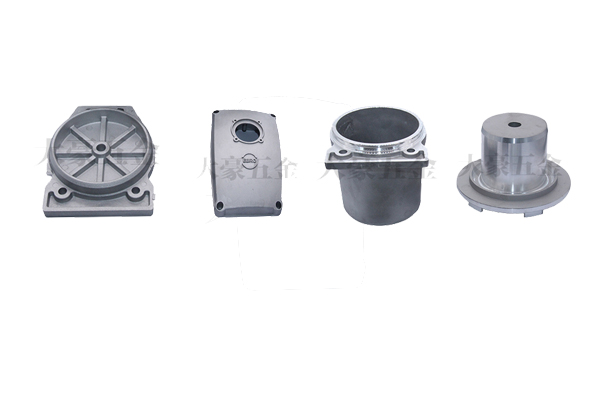
压铸模结构组成,定模:固定在压铸机定模安装板上,有直浇道与喷嘴或压室联接;动模:固定在压铸机动模安装板上,并随动模安装板作开合模移动合模时,闭合构成型腔与浇铸系统,液体金属在高压下充满型腔;开模时,动模与定模分开,借助于设在动模上的推出机构将铸件推出。精密铝压铸压铸模结构根据作用分类型腔:外表面直浇道(浇口套);型芯:内表面内浇口。导准零件,导柱;导套。推出机构,推杆(顶针),复位杆,推杆固定板,推板,推板导柱,推板导套。专业精密铝压铸侧向抽芯机构,凸台,孔穴(侧面),锲紧块,限位弹簧,螺杆。排溢系统,溢浇槽,排气槽。支承零件,定模,动模座板,垫块(装配,定位,安装作用)。






