
电 话:13706182320(华先生)
传 真:0510-88732920
邮 箱:sales@dh-casting.com
地 址:无锡锡山区羊尖镇严家桥村黄家坝

铝型材常见如屏风、铝窗等。专业铝压铸零件它是采用挤出成型工艺,即铝锭等原材料在熔炉中熔融后,经过挤出机挤压到模具流出成型,它还可以挤出各种不同截面的型材。铝压铸零件主要性能即强度、硬度、耐磨性均按国家标准GB6063。优点有:重量轻仅2.8,不生锈、设计变化快、模具投入较低、纵向伸长高达10米以上。铝型材外观有光亮、哑光之分,其处理工艺采用阳极氧化处理,表面处理氧化膜达到0.12m/m厚度。铝型材壁厚依产品设计最优化来选择,不是市场上越厚越好,应看截面结构要求进行设计,它可以在0.5~5mm不均。外行人认为越厚越强硬,其实是错误的看法。

将铸件加热到差不多在共晶体的熔点,然后在这样的温度下持续久一点,然后迅速冷却,让强化组元能够较好地溶解,保存这个高温状态一直到室温,这一工序就叫做固溶处理。铝压铸零件固溶处理能够增强铸件的强度和塑性,提高合金的抗腐蚀能力。专业铝压铸零件固溶处理的作用通常和固溶处理温度、固溶处理保温时间、冷却速度三个方面有关。把固溶处理后的铸件加热到设定温度,持续一段时间后出炉,放在空气里下慢慢冷却的方法叫做时效。要是时效强化是在室温下完成的那就叫自然时效,要是时效强化是在比室温高的环境里并保温一段时间后完成的称为人工时效。时效处理进行着过饱和固溶体分解的自发过程,可以让合金基体的点阵恢复到相对稳定的状态。

只是做注塑模具,螺纹是避不开的其中一点,螺纹在我们生活中随处可见。主要根据螺纹的位置分为外螺纹和内螺纹。铝压铸零件所谓的外螺纹,就是螺纹暴露在外面的,内螺纹就是螺纹在产品内部的。外部的螺纹我们都通常用滑块做,这种方式做出来的螺纹通常称为断螺纹,内螺纹通常有二种方法。一种是用手工的方式,一种是用马达转出来的方式。专业铝压铸零件动的螺纹通常用在产品量比较少的模具上。这种模具每次下的订单比较少,要求也不高,所以做模具的时候,把螺纹做在镶件上,再做一个靠模,注塑的时候,先把镶件放到模具里,等注塑完成后,把镶件拿出来,放到靠模上,把产品旋转出来。这种方式是应对小批量的产品。自动螺纹通常用在产品量比较多的模具上。注塑的时候,通过马达把塑料件转下来的方式生产各种塑料件。
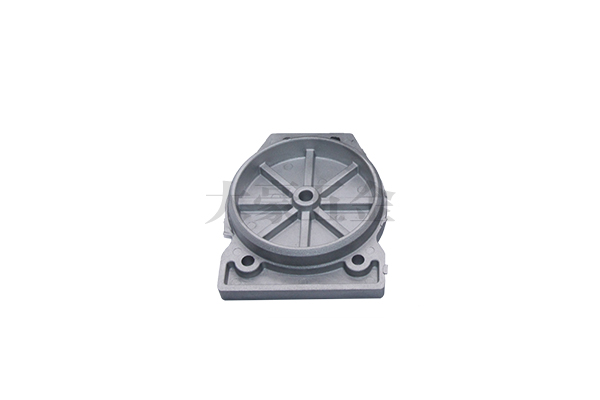
压铸件的设计一定要考虑到压铸件壁厚、压铸件铸造圆角和脱模斜度、加强筋、压铸件上铸孔和孔到边缘的最小距离、压铸件上的长方形孔和槽、压铸件内的嵌件、压铸件的加工余量七个方面 。通常压铸件各个部分相交应有圆角(分型面处除外),可使金属填充时流动平稳,气体也较容易排出,并可避免因锐角而产生裂纹。专业铝压铸零件对于需要进行电镀和涂饰的压铸件,圆角可以均匀镀层,防止尖角处涂料堆积。压铸件的圆角半径R一般不宜小于1mm,最小圆角半径为0.5 mm。铝压铸零件薄壁比厚壁压铸件具备较高的强度和更好的致密性,鉴于此,压铸件设计中应该遵循这样的原则:在保证铸件具有足够强度和刚性的前提下应该尽可能减少壁厚,并保持壁厚具有均匀性。
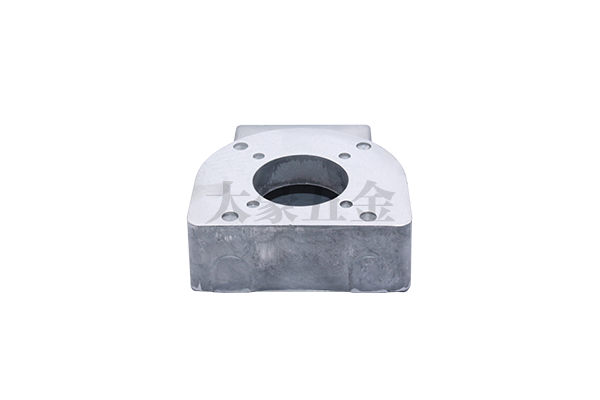
表面粗糙:铸件表面粗糙、凹凸不平,其微观几何特征超出铸造表明粗糙度测量上限,但未形成粘砂缺陷。铝压铸零件缩孔:铸件的厚断面或断面交接处上平面的塌陷现象。 印痕:因项杆或镶块与型腔表面不平齐,而在压铸件表面相应部位产生的凸起或凹下的痕迹。专业铝压铸零件起皮:铸件上不规则的粗粒状或皱褶状的表皮,一般带有较深的。拉伤:压铸件表面由于与金属型啮合或粘结,顶出时顺出型方向出现的擦伤痕迹。冷隔:金属流相互对接或搭接未融合而出现的接痕。裂纹:合金基体被破坏或断开,形成细长的缝隙,呈不规则线状。毛刺:铸件表面上刺状金属突起物。欠铸:错模等影响外形的缺陷变形,目测或用检具测量看物件是否变形,密封要求得平面无气孔,缩孔,裂纹。






