
电 话:13706182320(华先生)
传 真:0510-88732920
邮 箱:sales@dh-casting.com
地 址:无锡锡山区羊尖镇严家桥村黄家坝

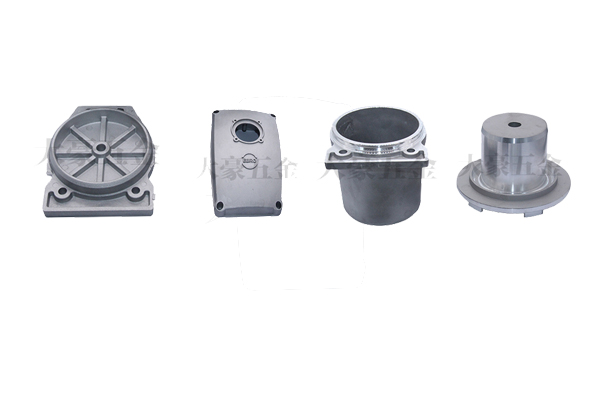
铝,一种银白色轻金属,有很好的延展性。铝元素在地壳中的含量仅次于氧和硅,是工业生产中重要的金属材料,因其熔点低、延展性好是压铸行业使用频率较多的金属材料 。铝压铸零件高压压铸相对较快的路线使熔融金属完成的组成部分。这可通过注射熔融金属成一个硬钢模具、工具,让它冷却和固化压力之前,它会被移除。推荐铝压铸零件这个过程起到提供一种准确、快速低成本生产方法对铝、锌压铸件、符合高新技术产业需求,在产品的外观和尺寸公差是关键,和卷并不总是大。铝适合应用在铸造的金属合金,其中的许多原因是用于铝压铸工艺性能的金属本身。铝是非常轻和高韧性,它可塑性好和有着良好的尺寸稳定性,允许它实现复杂形状和薄壁部件。
传统压铸工艺主要由四个步骤组成,或者称做高压压铸。铝压铸零件这四个步骤包括模具准备、填充、注射以及落砂,它们也是各种改良版压铸工艺的基础。推荐铝压铸零件在准备过程中需要向模腔内喷上润滑剂,润滑剂除了可以帮助控制模具的温度之外还可以有助于铸件脱模。然后就可以关闭模具,用高压将熔融金属注射进模具内,这个压力范围大约在10到175兆帕之间。当熔融金属填充完毕后,压力就会一直保持直到铸件凝固。然后推杆就会推出所有的铸件,由于一个模具内可能会有多个模腔,所以每次铸造过程中可能会产生多个铸件。落纱的过程则需要分离残渣,包括造模口、流道、浇口以及飞边。
压铸生产过程中,模具吸收的热量和排放的热量要保持一致,这样才能避免模具越来越冷或者越来越热,减少因模具温度不均产生的缩孔、缩松、气孔等铸造缺陷。提升铸件的外观和内部质量,模具的使用寿命和生产效率。推荐铝压铸零件达到热平衡就是对模具高温的地方进行降温,低温的地方进行升温的过程。模温机分水式和油式,控制温度在 160℃左右和对环境要求较高的一般选择水式,高于 160℃一般选择油式。铝压铸零件模温机一般主要的功能是打冷模件使用,对压铸生产过程中的温度调节、控制不够。模具冷却机组同模具自带冷却循环水配合使用,对模具温度高的部位进行冷却,以维持模具型腔温度的热平衡。

工作前要穿好工作服,戴好防护面罩,以免高温烫伤;检查流槽干燥程度、铸盘的完好。清理好结晶器,引锭头水分吹干,流槽和分流盘升温至300°C至400°C,以免铝液遇水或低温引起爆炸,确保水眼畅通。铝压铸零件在铸造前,先供冷却水,检查结晶器是否滴水和水逢塞水,如有滴水,证明结晶器没有安装好,要重新安装。如有水逢塞水,要清理好才能铸造。推荐铝压铸零件检查石墨环并涂上润滑油。检查引锭头是否在正常位置,并用压缩空气吹净引锭头中的水,并将引锭头引入结晶器中。铸造前要把铝棒防倾架升到结晶器位置,防止铸造时漏铝挂住防倾架,如铸造时发现防倾架挂铝严重时,应立即停止铸造。打开水阀门,起动水泵,确定水位水压正常方可开始铸造。

将铸件加热到差不多在共晶体的熔点,然后在这样的温度下持续久一点,然后迅速冷却,让强化组元能够较好地溶解,保存这个高温状态一直到室温,这一工序就叫做固溶处理。铝压铸零件固溶处理能够增强铸件的强度和塑性,提高合金的抗腐蚀能力。推荐铝压铸零件固溶处理的作用通常和固溶处理温度、固溶处理保温时间、冷却速度三个方面有关。把固溶处理后的铸件加热到设定温度,持续一段时间后出炉,放在空气里下慢慢冷却的方法叫做时效。要是时效强化是在室温下完成的那就叫自然时效,要是时效强化是在比室温高的环境里并保温一段时间后完成的称为人工时效。时效处理进行着过饱和固溶体分解的自发过程,可以让合金基体的点阵恢复到相对稳定的状态。






