
电 话:13706182320(华先生)
传 真:0510-88732920
邮 箱:sales@dh-casting.com
地 址:无锡锡山区羊尖镇严家桥村黄家坝
压铸生产过程中,模具吸收的热量和排放的热量要保持一致,这样才能避免模具越来越冷或者越来越热,减少因模具温度不均产生的缩孔、缩松、气孔等铸造缺陷。提升铸件的外观和内部质量,模具的使用寿命和生产效率。推荐精密铝合金压铸达到热平衡就是对模具高温的地方进行降温,低温的地方进行升温的过程。模温机分水式和油式,控制温度在 160℃左右和对环境要求较高的一般选择水式,高于 160℃一般选择油式。精密铝合金压铸模温机一般主要的功能是打冷模件使用,对压铸生产过程中的温度调节、控制不够。模具冷却机组同模具自带冷却循环水配合使用,对模具温度高的部位进行冷却,以维持模具型腔温度的热平衡。

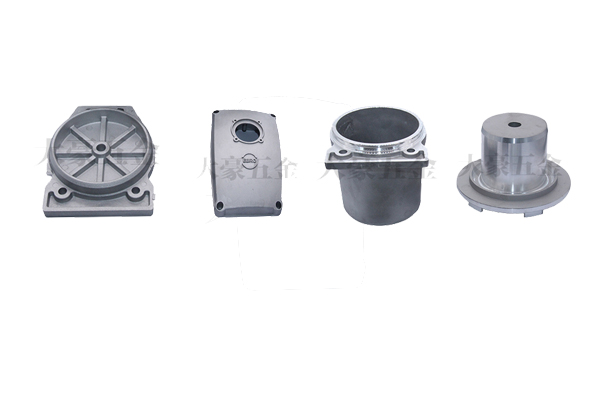
可以制造形状复杂、轮廓清晰、薄壁深腔的金属零件。精密铝合金压铸可以做出较高的精度和光洁度。材料利用率高,由于压铸件的精度较高,只需经过少量机械加工即可装配使用,有的压铸件可直接装配使用,其材料利用率约为60%~80%,毛胚利用率达90%。可将其他材料的嵌件直接嵌铸在压铸件上,扩大产品用途,减少装配工序,使制造工艺简化。推荐精密铝合金压铸压铸件组织致密,具有较高的强度和硬度,这是因为液态金属是在压力下凝固的,填充时间极短,冷却速度很快,所以组织致密,晶粒细化,使压铸件具有较高的强度和硬度,并具有良好的耐磨性和耐蚀性。可以实现自动化生产,因为压铸大都为机械化和自动化操作,生产周期短,效率高,可适合大批量生产,一般冷压室压铸机平均每小时可压铸80~100次,而熟压室压铸机平均每小时可压铸400~1000次。

精密铝合金压铸固溶处理温度。温度越高,强化元素溶解速度越快,强化效果越好。岳阳精密铝合金压铸一般加热温度的上限低于合金开始过烧温度,而加热温度的下限应使强化组元尽可能多地溶入固溶体中。为了获得 好的固溶强化效果,而又不便合金过烧,有时采用分级加热的办法,即在低熔点共晶温度下保温,使组元扩散溶解后,低熔点共晶不存在,再升到 高的温度进行保温和淬火。铝压铸厂家固溶处理时,还应当注意加热的升温速度不宜过快,以免铸件发生变形和局部聚集的低熔点组织熔化而产生过烧。推荐精密铝合金压铸固溶热处理的悴火转移时间应尽可能地短,一般应不大于15s,以免合金元素的扩散析出而降低合金的性能。
压铸模锻工艺是一种在专用的压铸模锻机上完成的工艺。精密铝合金压铸它的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒。毛坯的综合机械性能得到提高。推荐精密铝合金压铸另外,该工艺生产出来的毛坯,外表面光洁度达到7级(Ra1.6),如冷挤压工艺或机加工出来的表面一样,会有金属光泽。所以,我们将压铸模锻工艺称为“极限成形工艺”,比“无切削、少余量成形工艺”更进了一步。 压铸模锻工艺还有一个优势特点是,除了能生产传统的铸造材料外,它还能用变形合金、锻压合金,生产出结构很复杂的零件。

重力铸造是指金属液在地球重力作用下注入铸型的工艺,也称浇铸。岳阳精密铝合金压铸广义的重力铸造包括砂型浇铸、金属型浇铸、熔模铸造、消失模铸造,泥模铸造等;窄义的重力铸造专指金属型浇铸。压力铸造是指金属液在其他外力(不含重力)作用下注入铸型的工艺。推荐精密铝合金压铸广义的压力铸造包括压铸机的压力铸造和真空铸造、低压铸造、离心铸造等;窄义的压力铸造专指压铸机的金属型压力铸造,简称压铸。精密铸件厂长期从事砂型和金属型的重力铸造。这几种铸造工艺是目前有色金属铸造中较为常用的、也是相对价格较低的。






