
电 话:13706182320(华先生)
传 真:0510-88732920
邮 箱:sales@dh-casting.com
地 址:无锡锡山区羊尖镇严家桥村黄家坝
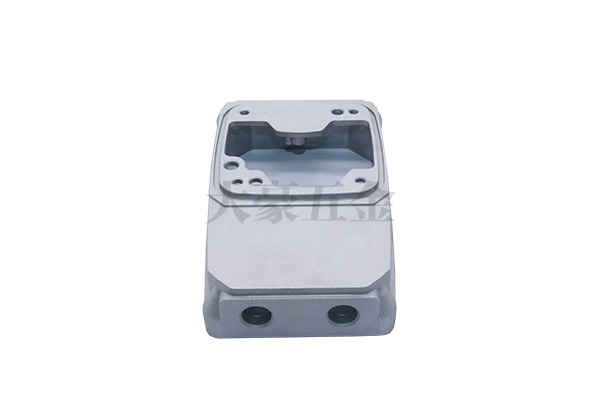
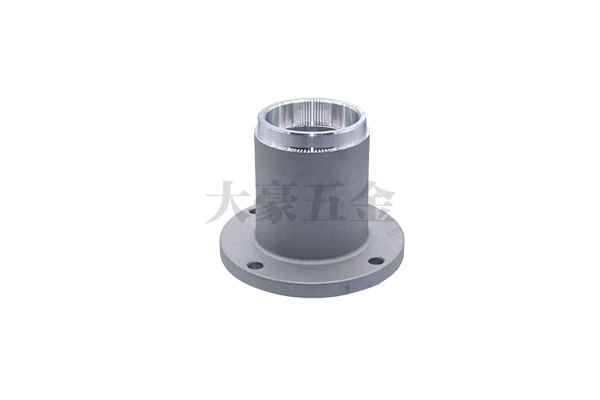
压铸模结构组成,定模:固定在压铸机定模安装板上,有直浇道与喷嘴或压室联接;动模:固定在压铸机动模安装板上,并随动模安装板作开合模移动合模时,闭合构成型腔与浇铸系统,液体金属在高压下充满型腔;开模时,动模与定模分开,借助于设在动模上的推出机构将铸件推出。精密铝合金压铸压铸模结构根据作用分类型腔:外表面直浇道(浇口套);型芯:内表面内浇口。导准零件,导柱;导套。推出机构,推杆(顶针),复位杆,推杆固定板,推板,推板导柱,推板导套。专业精密铝合金压铸侧向抽芯机构,凸台,孔穴(侧面),锲紧块,限位弹簧,螺杆。排溢系统,溢浇槽,排气槽。支承零件,定模,动模座板,垫块(装配,定位,安装作用)。

可能是氧化矽,或氧化铝的形成。解决的方法很简单,使用新鲜的铝锭。但是,可能性较大是来自于脱模剂。因为脱模剂的有机物含量过高。精密铝合金压铸这些有机物在热熔铝的温度下,有些被还原成碳元素,有些变成有机大分子聚合物。这些碳分子和聚合物的混合,在铝铸件形成时,被包含在表层,成为我们看到的黑斑。合肥精密铝合金压铸我们可以从减少喷涂剂的浓度,改用另外一种喷涂剂,或者,加长喷涂之后的吹风时间。以减少碳元素的行成和防大分子聚合物的堆积. 随着塑料制品日溢广泛的应用,如日化用品和饮料包装容器等,外观的需要往往要求塑料模具型腔的表面达到镜面抛光的程度。而生产光学镜片、镭射唱片等模具对表面粗糙度要求极高,因而对抛光性的要求也不低。
打开熔炉开水口,放出铝液,经过滤器后,导入各结晶器中,待铝液达保温帽80%时,打开进铸盘水阀,关闭放水阀,将水压调整到0.2Mpa以上,同时开启铸造机下降开始铸造。铸造时观察铸棒的表面质量,当不能满足内控标准时,应用塞头堵,上该结晶器,中止此条铸造。专业精密铝合金压铸严禁在引锭底部和升降平台下面加装铁板。铝液充满流槽后,两个技术工人同时抬起闸板,并用铁扒帮助赶铝液,让铝液在相对短时间内充满每个分流盘。精密铝合金压铸开始铸造下降时,如漏铝结晶器根数太多时应及时塞死熔炼炉放铝水口,排出流槽铝液避免漏铝太多产生危险。在正常铸造时,铝液应控制在70%高度,不能太满,如铝液太满,遇突然停电跳闸,铝液会在分流盘面溢出,造成危险。铸棒达到规定长度时,先堵塞熔炼炉放铝水口,让流槽及流盘中铝液流完,关铸机、关水。

精密铝合金压铸固溶处理温度。温度越高,强化元素溶解速度越快,强化效果越好。合肥精密铝合金压铸一般加热温度的上限低于合金开始过烧温度,而加热温度的下限应使强化组元尽可能多地溶入固溶体中。为了获得 好的固溶强化效果,而又不便合金过烧,有时采用分级加热的办法,即在低熔点共晶温度下保温,使组元扩散溶解后,低熔点共晶不存在,再升到 高的温度进行保温和淬火。铝压铸厂家固溶处理时,还应当注意加热的升温速度不宜过快,以免铸件发生变形和局部聚集的低熔点组织熔化而产生过烧。专业精密铝合金压铸固溶热处理的悴火转移时间应尽可能地短,一般应不大于15s,以免合金元素的扩散析出而降低合金的性能。






