
电 话:13706182320(华先生)
传 真:0510-88732920
邮 箱:sales@dh-casting.com
地 址:无锡锡山区羊尖镇严家桥村黄家坝
铝合金压铸表面处理夹砂结疤的程度与型砂表面发生裂纹的时间有关。如高水层型砂的热湿拉强度高,可以延长表层干砂的开裂开始时间如果等到金属液完全浇满型砂,还没有形成开裂,那么就不会形成铸件的夹砂、结疤缺陷。济南铝合金压铸表面处理型砂发生开裂的时间越长,产生夹砂结疤的可能性就越小。铝压铸厂家起皮预防措施主要有:采用钠基膨润土或增加黏土加入量。合理选用原砂,在铸铁件中不应过分的追求砂子SiO2含量。粗砂比细砂的夹砂倾向小,粒度分散的比粒度集中的夹砂倾向小。专业铝合金压铸表面处理由于铸型表面干燥层膨胀而与铸型本体分离开来,能自由的滑动,从而得出结论:就夹砂结而言,其容易产生的条件是浇注时间过长,铸件壁厚和外形平坦处。

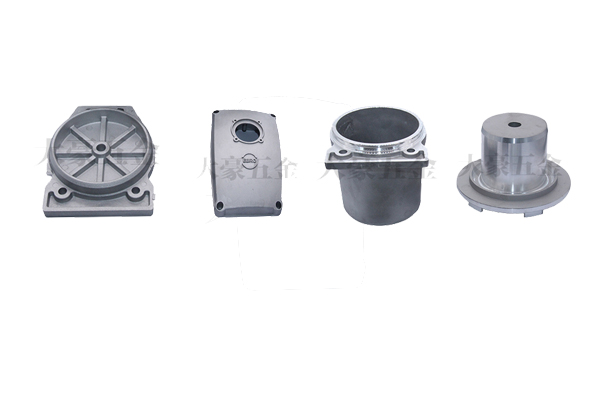
纯铝压铸和压铸铝合金在本质上是有区别的,材质上是有区别的,铝压铸是铝型材的压铸,铝具有很好的流动性和可塑性,所以被广泛应用在压铸行业,而铝合金压铸是合金铝,流动性能差,熔点高,易粘模,压铸出来的产品需要进行表面处理。铝合金压铸表面处理铝压铸出来的产品和铝合金压铸出来的产品从产品性能、应用范围和生产规范也是不一样的。专业铝合金压铸表面处理铝压铸的主要制作原材料就是铝,将铝材加热至液态以后,将其注入到压铸机的模具内,然后经过压铸塑形,这就是铝压铸成型的基本过程。铝具有很好的流动性和可塑性,所以被广泛应用在压铸行业,而且使用铝材制作而成的零部件外形美观,再加上铝材价格不贵,所以制作成本大大降低,为企业创造了更多的财富。

脱模是一个注塑成型循环中的末尾环节。铝合金压铸表面处理虽然制品已经冷固成型,但脱模还是对制品的质量有很重要的影响,脱模方式不当,可能会导致产品在脱模时受力不均,顶出时引起产品变形等缺陷。专业铝合金压铸表面处理脱模的方式主要有两种:顶杆脱模和脱料板脱模。设计模具时要根据产品的结构特点选择合适的脱模方式,以确保产品质量。对于选用顶杆脱模的模具,顶杆的设置应尽量均匀,并且位置应选在脱模阻力相对较大以及塑件强度和刚度较大的地方,以免塑件变形损坏。而脱料板则一般用于深腔薄壁容器以及不允许有推杆痕迹的透明制品的脱模,这种机构的特点是脱模力大且均匀,运动平稳,没有明显的遗留痕迹。
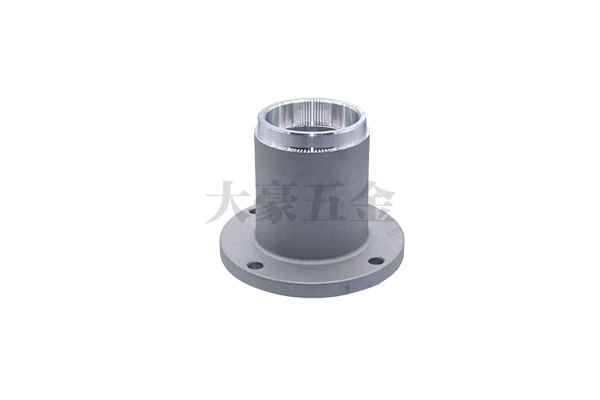
铝压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铝或铝合金浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铝零件或铝合金零件,这样的零件通常就被叫做铝压铸件。专业铝合金压铸表面处理最常用的是ADC12(日本标准),相当于国标YL113,美国标准383。济南铝合金压铸表面处理铝合金压铸件是没有砂孔的,铝合金压铸件的缺陷主要有针孔、气孔、缩孔、渣孔、渣气孔等.从表象看应该是针孔。一般现场检测目测(有经验的检验员),将有疑问的部位剖切断面观察。用放大镜观测,如果感觉效果不好,可用显微镜观测。

退火处理:将铝合金铸件加热到较高的温度 , 一般约为 300 ℃ 左右 , 保温一定的时间后 , 随炉冷却到室温的工艺称为退火。专业铝合金压铸表面处理在退火过程中 固溶体发生分解 , 第二相质点发生聚集 , 可以消除铸件的内应力 , 稳定铸件尺寸 , 减少变形 , 增大铸件的塑性。铝合金压铸表面处理固溶处理:把铸件加热到尽可能高的温度 , 接近于共晶体的熔点 , 在该温度下保持足够长的时间 , 并随后快速冷却 , 使强化组元最大限度的溶解 , 这种高温状态被固定保存到室温 , 该过程称为固溶处理。固溶处理可以提高铸件的强度和塑性 , 改善合金的耐腐蚀性能。






