
电 话:13706182320(华先生)
传 真:0510-88732920
邮 箱:sales@dh-casting.com
地 址:无锡锡山区羊尖镇严家桥村黄家坝
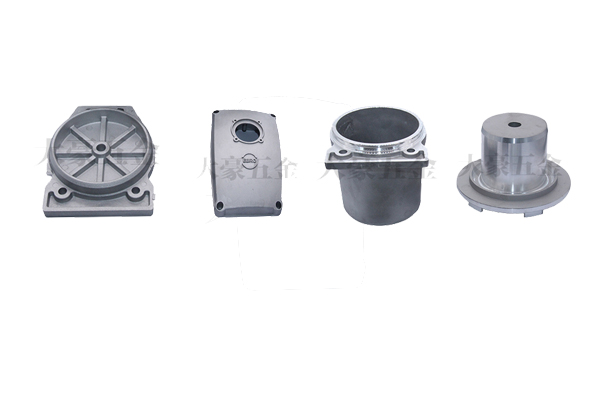
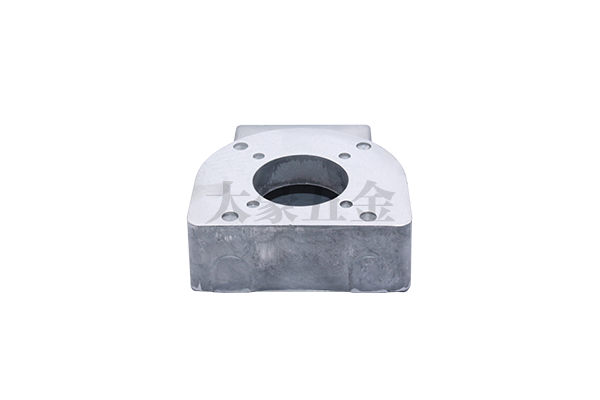
压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铜、锌、铝或铝合金等金属浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铜、锌、铝零件或铝合金零件。广东铝合金压铸生产由于金属铜、锌、铝及铝合金具有好的流动性和可塑性,而且压铸铝合金铸造加工是在有压力的压铸机中铸造,因此压铸件可以做出多种较复杂的形状,也可作出较高的精度和光洁度,从而很大的程度的减少了铸件的机械加工量和金属铜、锌、铝或铝合金的铸造余量,不只节约了电力、金属材料、还大大节约了劳动成本。推荐铝合金压铸生产铜、锌、铝及铝合金具有优良的导热性,较小的比重和高可加工性。

压铸机分为热室压铸机和冷室压铸机两类。铝合金压铸生产热室压铸机自动化程度高,材料损耗少,生产效率比冷室压铸机较高,但受机件耐热能力的制约,目前还只能用于锌合金、镁合金等低熔点材料的铸件生产。广东铝合金压铸生产而在当今广泛使用的铝合金压铸件,由于熔点较高,只能在冷室压铸机上生产。主要特点是金属液在高压、高速下充填型腔,并在高压下成形、凝固。压铸件的不足之处是:因为金属液在高压、高速下充填型腔的过程中,不可避免地把型腔中的空气夹裹在铸件内部,形成皮下气孔,所以铝合金压铸件不宜热处理,锌合金压铸件不宜表面喷塑(但可喷漆)。否则,铸件内部气孔在作上述处理加热时,将遇热膨胀而致使铸件变形或鼓泡。

铝合金压铸生产夹砂结疤的程度与型砂表面发生裂纹的时间有关。如高水层型砂的热湿拉强度高,可以延长表层干砂的开裂开始时间如果等到金属液完全浇满型砂,还没有形成开裂,那么就不会形成铸件的夹砂、结疤缺陷。广东铝合金压铸生产型砂发生开裂的时间越长,产生夹砂结疤的可能性就越小。铝压铸厂家起皮预防措施主要有:采用钠基膨润土或增加黏土加入量。合理选用原砂,在铸铁件中不应过分的追求砂子SiO2含量。粗砂比细砂的夹砂倾向小,粒度分散的比粒度集中的夹砂倾向小。推荐铝合金压铸生产由于铸型表面干燥层膨胀而与铸型本体分离开来,能自由的滑动,从而得出结论:就夹砂结而言,其容易产生的条件是浇注时间过长,铸件壁厚和外形平坦处。
工作前要穿好工作服,戴好防护面罩,以免高温烫伤;检查流槽干燥程度、铸盘的完好。清理好结晶器,引锭头水分吹干,流槽和分流盘升温至300°C至400°C,以免铝液遇水或低温引起爆炸,确保水眼畅通。铝合金压铸生产在铸造前,先供冷却水,检查结晶器是否滴水和水逢塞水,如有滴水,证明结晶器没有安装好,要重新安装。如有水逢塞水,要清理好才能铸造。推荐铝合金压铸生产检查石墨环并涂上润滑油。检查引锭头是否在正常位置,并用压缩空气吹净引锭头中的水,并将引锭头引入结晶器中。铸造前要把铝棒防倾架升到结晶器位置,防止铸造时漏铝挂住防倾架,如铸造时发现防倾架挂铝严重时,应立即停止铸造。打开水阀门,起动水泵,确定水位水压正常方可开始铸造。

压铸的优点包括,铸件拥有准确的尺寸精度。通常这取决于铸造材料,典型的数值为2.5厘米尺寸时误差0.1毫米,每增加1厘米误差增加0.002毫米。相比其它铸造工艺,它的铸件表面光滑,圆角半径大约为1-2.5微米。铝合金压铸生产相对于沙箱或者持久模铸造法来说可以制造壁厚大约0.75毫米的铸件,它可以直接铸造内部结构,比如丝套、加热元件、高强度承载面。推荐铝合金压铸生产其它一些优点包括它能够减少或避免二次机械加工,生产速度快、铸件抗拉强度可达415兆帕、可以铸造高流动性的金属。压铸的缺点为成本很高。铸造设备以及模具、模具相关组件相对其它铸造方法来说都很贵。因此制造压铸件时生产大量产品才比较经济。






