
电 话:13706182320(华先生)
传 真:0510-88732920
邮 箱:sales@dh-casting.com
地 址:无锡锡山区羊尖镇严家桥村黄家坝

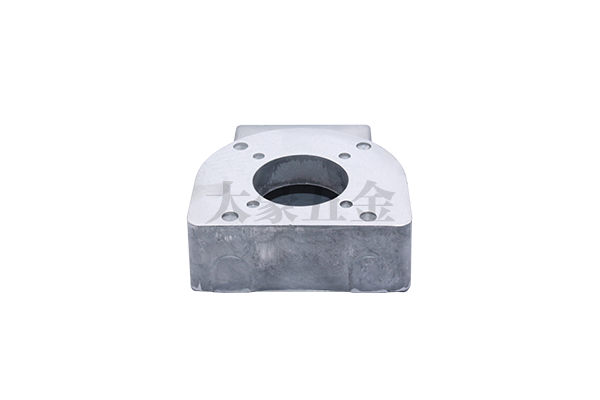
铝压铸是一种压力铸造的零件。推荐铝合金压铸生产是使用装好铸件模具的压力铸造机械压铸将加热为液态的铝或铝合金浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铝零件或铝合金零件,这样的零件通常就被叫做铝压铸。铝合金压铸生产我国压铸生产历史可追溯到解放前,但真正实现规模化生产则是解放以后,20世纪50年代主要是压铸电机铝转子和轻工日用小五金件; 60~70年代压铸主要用于轻工日用五金、电气仪表、电信器材、军工航空、医疗器械、汽车配件等行业。80年代家用电器市场的需求推动了压铸业的迅速发展; 90年代以后,尤其是进入21世纪,我国汽车、摩托车工业迅猛发展,为压铸业的飞跃提供了良好的契机。

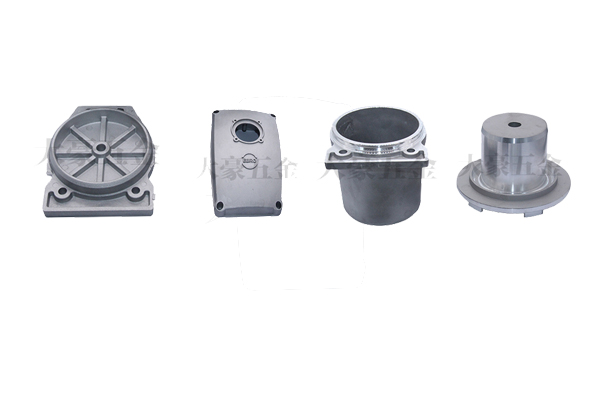
可以制造形状复杂、轮廓清晰、薄壁深腔的金属零件。铝合金压铸生产可以做出较高的精度和光洁度。材料利用率高,由于压铸件的精度较高,只需经过少量机械加工即可装配使用,有的压铸件可直接装配使用,其材料利用率约为60%~80%,毛胚利用率达90%。可将其他材料的嵌件直接嵌铸在压铸件上,扩大产品用途,减少装配工序,使制造工艺简化。推荐铝合金压铸生产压铸件组织致密,具有较高的强度和硬度,这是因为液态金属是在压力下凝固的,填充时间极短,冷却速度很快,所以组织致密,晶粒细化,使压铸件具有较高的强度和硬度,并具有良好的耐磨性和耐蚀性。可以实现自动化生产,因为压铸大都为机械化和自动化操作,生产周期短,效率高,可适合大批量生产,一般冷压室压铸机平均每小时可压铸80~100次,而熟压室压铸机平均每小时可压铸400~1000次。

随着我国汽车压铸铝合金件零部件行业的长足的进步,带动了一批产品科技含量高、效益好、规模大的汽车零部件企业成长。铝合金压铸生产这种整体水平的提高也使得多引进车型的零部件国产化率大大提高,如通用别克、广州本田、一汽奥迪、上海帕萨特车型的零部件国产化率都在近几年内快的提高,到2008年均已过了40%。推荐铝合金压铸生产据悉时效处理将固溶处理后的压铸铝件加热到某一温度,保温时间后出炉,在空气中缓慢冷却到室温的工艺称为时效。贵州铝合金压铸生产如果时效强化是在室温下进行的称为自然时效,如果时效强化是在高于室温并保温一段时间后进行称为人工时效。
打开熔炉开水口,放出铝液,经过滤器后,导入各结晶器中,待铝液达保温帽80%时,打开进铸盘水阀,关闭放水阀,将水压调整到0.2Mpa以上,同时开启铸造机下降开始铸造。铸造时观察铸棒的表面质量,当不能满足内控标准时,应用塞头堵,上该结晶器,中止此条铸造。推荐铝合金压铸生产严禁在引锭底部和升降平台下面加装铁板。铝液充满流槽后,两个技术工人同时抬起闸板,并用铁扒帮助赶铝液,让铝液在相对短时间内充满每个分流盘。铝合金压铸生产开始铸造下降时,如漏铝结晶器根数太多时应及时塞死熔炼炉放铝水口,排出流槽铝液避免漏铝太多产生危险。在正常铸造时,铝液应控制在70%高度,不能太满,如铝液太满,遇突然停电跳闸,铝液会在分流盘面溢出,造成危险。铸棒达到规定长度时,先堵塞熔炼炉放铝水口,让流槽及流盘中铝液流完,关铸机、关水。
铝合金压铸生产固溶处理温度。温度越高,强化元素溶解速度越快,强化效果越好。贵州铝合金压铸生产一般加热温度的上限低于合金开始过烧温度,而加热温度的下限应使强化组元尽可能多地溶入固溶体中。为了获得 好的固溶强化效果,而又不便合金过烧,有时采用分级加热的办法,即在低熔点共晶温度下保温,使组元扩散溶解后,低熔点共晶不存在,再升到 高的温度进行保温和淬火。铝压铸厂家固溶处理时,还应当注意加热的升温速度不宜过快,以免铸件发生变形和局部聚集的低熔点组织熔化而产生过烧。推荐铝合金压铸生产固溶热处理的悴火转移时间应尽可能地短,一般应不大于15s,以免合金元素的扩散析出而降低合金的性能。






