
电 话:13706182320(华先生)
传 真:0510-88732920
邮 箱:sales@dh-casting.com
地 址:无锡锡山区羊尖镇严家桥村黄家坝

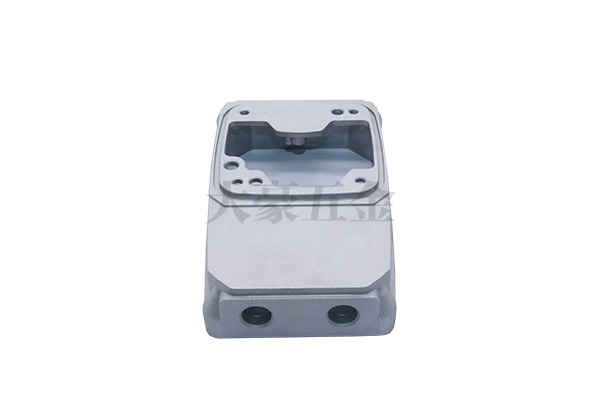
铝压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铝或铝合金浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铝零件或铝合金零件,这样的零件通常就被叫做铝压铸件。专业精密铝合金压铸最常用的是ADC12(日本标准),相当于国标YL113,美国标准383。甘肃精密铝合金压铸铝合金压铸件是没有砂孔的,铝合金压铸件的缺陷主要有针孔、气孔、缩孔、渣孔、渣气孔等.从表象看应该是针孔。一般现场检测目测(有经验的检验员),将有疑问的部位剖切断面观察。用放大镜观测,如果感觉效果不好,可用显微镜观测。

精密铝合金压铸在不同的地方有不同的叫法,如铝压铸零件、压铸铝零件、压压铸铝件、压铸铝、压铸铝件、压铸铝合金零件等。专业精密铝合金压铸压铸铝件在铸造形成过程中,容易产生内疏松、缩孔、气孔等缺陷,这些含有缺陷的铸件在经过机加工后,表面致密层部件被去掉而使内的组织缺陷暴露出来。对有密封要求的汽车压铸铝件,如气缸体、气缸盖、进气歧管、制动阀体等,在进行耐压密封试验时。甘肃精密铝合金压铸缺陷微孔的存在将导致密封介质的渗漏造成大量废品,且这些缺陷往往机加工后经试压才能发现,从而造成工时、原材料和能源的严重浪费。

精密铝合金压铸夹砂结疤的程度与型砂表面发生裂纹的时间有关。如高水层型砂的热湿拉强度高,可以延长表层干砂的开裂开始时间如果等到金属液完全浇满型砂,还没有形成开裂,那么就不会形成铸件的夹砂、结疤缺陷。甘肃精密铝合金压铸型砂发生开裂的时间越长,产生夹砂结疤的可能性就越小。铝压铸厂家起皮预防措施主要有:采用钠基膨润土或增加黏土加入量。合理选用原砂,在铸铁件中不应过分的追求砂子SiO2含量。粗砂比细砂的夹砂倾向小,粒度分散的比粒度集中的夹砂倾向小。专业精密铝合金压铸由于铸型表面干燥层膨胀而与铸型本体分离开来,能自由的滑动,从而得出结论:就夹砂结而言,其容易产生的条件是浇注时间过长,铸件壁厚和外形平坦处。

铝铸件用途很广泛,可以做汽车配件,各种家用品,工业机器配件等。精密铝合金压铸它在不同的地方有不同的叫法,如铝压铸零件、压铸铝零件、压铸铝件、压铸铝件、铝合金压铸件等。专业精密铝合金压铸由于铝铸件产品是不同成型的所以需要不同的清理方法,利用旋转设备等带动软轴深入铸件管孔内部进行清紗处理,适用于重要铸件不能震动加热的情况,大致有如下方法:关于铝铸件喷砂的处理;关于机械清砂的处理;关于压缩空气的清理;铝铸件使用液体喷沙机喷沙处理;铝铸件用风镐震动来清砂,加热加轻微振动用铸铝易溃散树脂生产型芯,采用埋设铜管代替砂芯铸造管道清理时可以采用浸泡在40-50%中的硝酸中来去除。
压铸生产过程中,模具吸收的热量和排放的热量要保持一致,这样才能避免模具越来越冷或者越来越热,减少因模具温度不均产生的缩孔、缩松、气孔等铸造缺陷。提升铸件的外观和内部质量,模具的使用寿命和生产效率。专业精密铝合金压铸达到热平衡就是对模具高温的地方进行降温,低温的地方进行升温的过程。模温机分水式和油式,控制温度在 160℃左右和对环境要求较高的一般选择水式,高于 160℃一般选择油式。精密铝合金压铸模温机一般主要的功能是打冷模件使用,对压铸生产过程中的温度调节、控制不够。模具冷却机组同模具自带冷却循环水配合使用,对模具温度高的部位进行冷却,以维持模具型腔温度的热平衡。






