
电 话:13706182320(华先生)
传 真:0510-88732920
邮 箱:sales@dh-casting.com
地 址:无锡锡山区羊尖镇严家桥村黄家坝

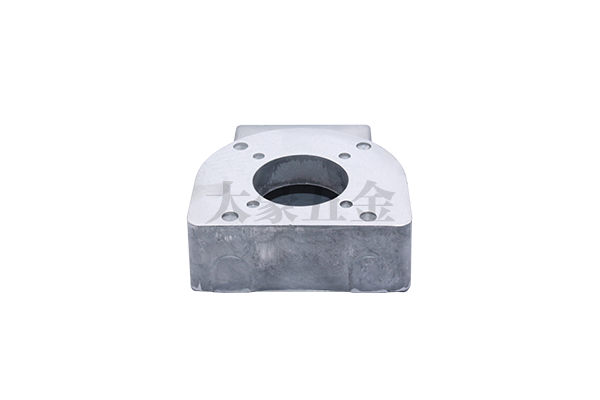
传统压铸工艺主要由四个步骤组成,或者称做高压压铸。铝压铸这四个步骤包括模具准备、填充、注射以及落砂,它们也是各种改良版压铸工艺的基础。专业铝压铸在准备过程中需要向模腔内喷上润滑剂,润滑剂除了可以帮助控制模具的温度之外还可以有助于铸件脱模。然后就可以关闭模具,用高压将熔融金属注射进模具内,这个压力范围大约在10到175兆帕之间。当熔融金属填充完毕后,压力就会一直保持直到铸件凝固。然后推杆就会推出所有的铸件,由于一个模具内可能会有多个模腔,所以每次铸造过程中可能会产生多个铸件。落纱的过程则需要分离残渣,包括造模口、流道、浇口以及飞边。
压铸是一种利用高压强制将金属熔液压入形状复杂的金属模内的一种精密铸造法。在1964年,日本压铸协会对于压铸定义为“在高温将熔化合金压入精密铸模,在短时间内大量生产高精度而铸面优良的铸造方式”。铝压铸美国称压铸为Die Casting,英国则称压铸为Pressure Die Casting,而国内一般业者所熟悉的是日本的说法,称为压铸。长沙铝压铸经由压铸法所制造出来的铸件,则称为压铸件。这些材料的抗拉强度,比普通铸造合金高近一倍,对于铝合金汽车轮毂、车架等希望用较高强度耐冲击材料生产的部件,具有积极的意义。

粉末喷涂是用喷粉设备把粉末涂料喷涂到工件的表面,在静电作用下,粉末会均匀的吸附于工件表面,形成粉状的涂层。专业铝压铸粉状涂层经过高温烘烤流平固化,变成粉末涂料的不同种类效果的涂层;粉末喷涂的喷涂效果在机械强度、附着力、耐腐蚀、耐老化等方面优于喷漆工艺,成本也在同效果的喷漆之下。铝压铸粉沫喷涂,大体分为户外粉和室内粉。纹路可以调成各种多种效果,像光面、砂纹、发泡等。

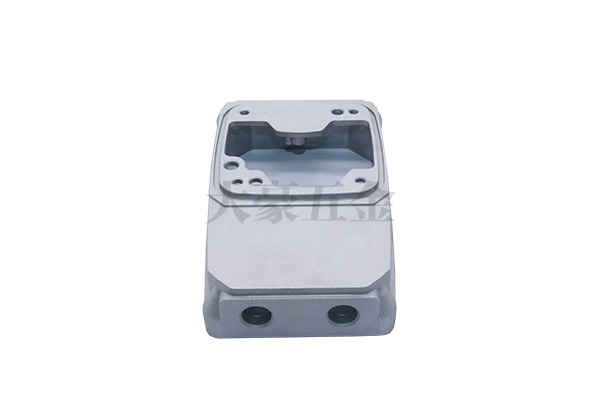
铝压铸件是一种压力铸造的零件,是使用装好铸件模具的压力铸造机械压铸机,将加热为液态的铝或铝合金浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铝零件或铝合金零件,这样的零件通常就被叫做铝压铸件。专业铝压铸最常用的是ADC12(日本标准),相当于国标YL113,美国标准383。长沙铝压铸铝合金压铸件是没有砂孔的,铝合金压铸件的缺陷主要有针孔、气孔、缩孔、渣孔、渣气孔等.从表象看应该是针孔。一般现场检测目测(有经验的检验员),将有疑问的部位剖切断面观察。用放大镜观测,如果感觉效果不好,可用显微镜观测。
铝压铸是一种压力铸造的零件。专业铝压铸是使用装好铸件模具的压力铸造机械压铸将加热为液态的铝或铝合金浇入压铸机的入料口,经压铸机压铸,铸造出模具限制的形状和尺寸的铝零件或铝合金零件,这样的零件通常就被叫做铝压铸。铝压铸我国压铸生产历史可追溯到解放前,但真正实现规模化生产则是解放以后,20世纪50年代主要是压铸电机铝转子和轻工日用小五金件; 60~70年代压铸主要用于轻工日用五金、电气仪表、电信器材、军工航空、医疗器械、汽车配件等行业。80年代家用电器市场的需求推动了压铸业的迅速发展; 90年代以后,尤其是进入21世纪,我国汽车、摩托车工业迅猛发展,为压铸业的飞跃提供了良好的契机。
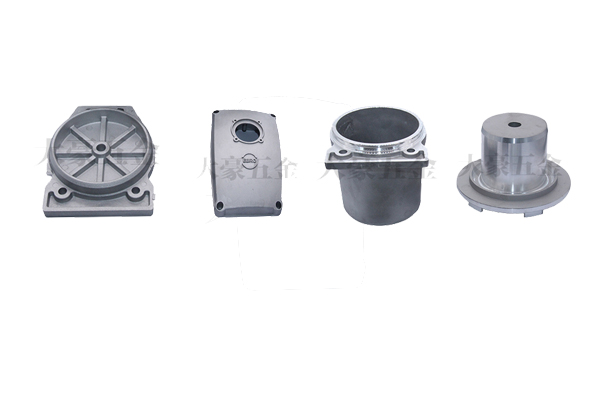
压铸件的设计一定要考虑到压铸件壁厚、压铸件铸造圆角和脱模斜度、加强筋、压铸件上铸孔和孔到边缘的最小距离、压铸件上的长方形孔和槽、压铸件内的嵌件、压铸件的加工余量七个方面 。通常压铸件各个部分相交应有圆角(分型面处除外),可使金属填充时流动平稳,气体也较容易排出,并可避免因锐角而产生裂纹。专业铝压铸对于需要进行电镀和涂饰的压铸件,圆角可以均匀镀层,防止尖角处涂料堆积。压铸件的圆角半径R一般不宜小于1mm,最小圆角半径为0.5 mm。铝压铸薄壁比厚壁压铸件具备较高的强度和更好的致密性,鉴于此,压铸件设计中应该遵循这样的原则:在保证铸件具有足够强度和刚性的前提下应该尽可能减少壁厚,并保持壁厚具有均匀性。






